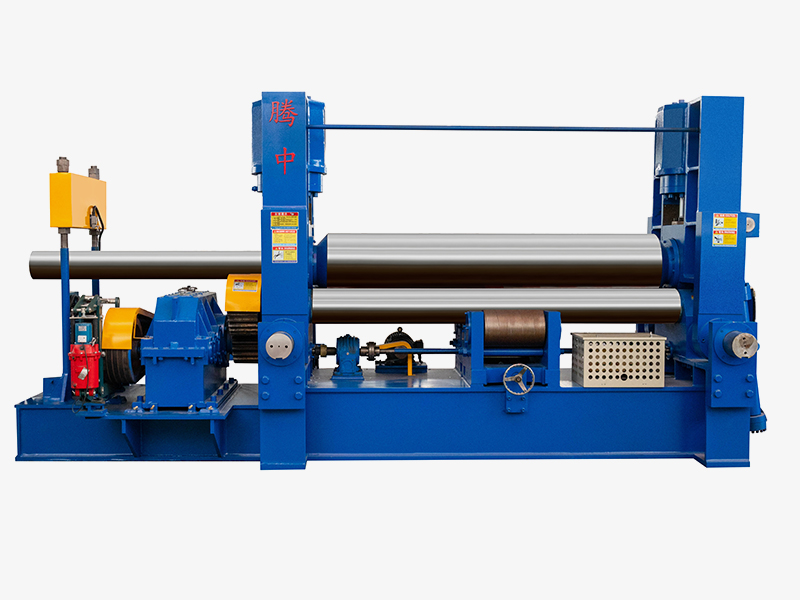
Quais são as aplicações típicas de 3 Máquina de rolamento de placa hidráulica do rolo Em indústrias como construção naval, estrutura de aviação ou aço?
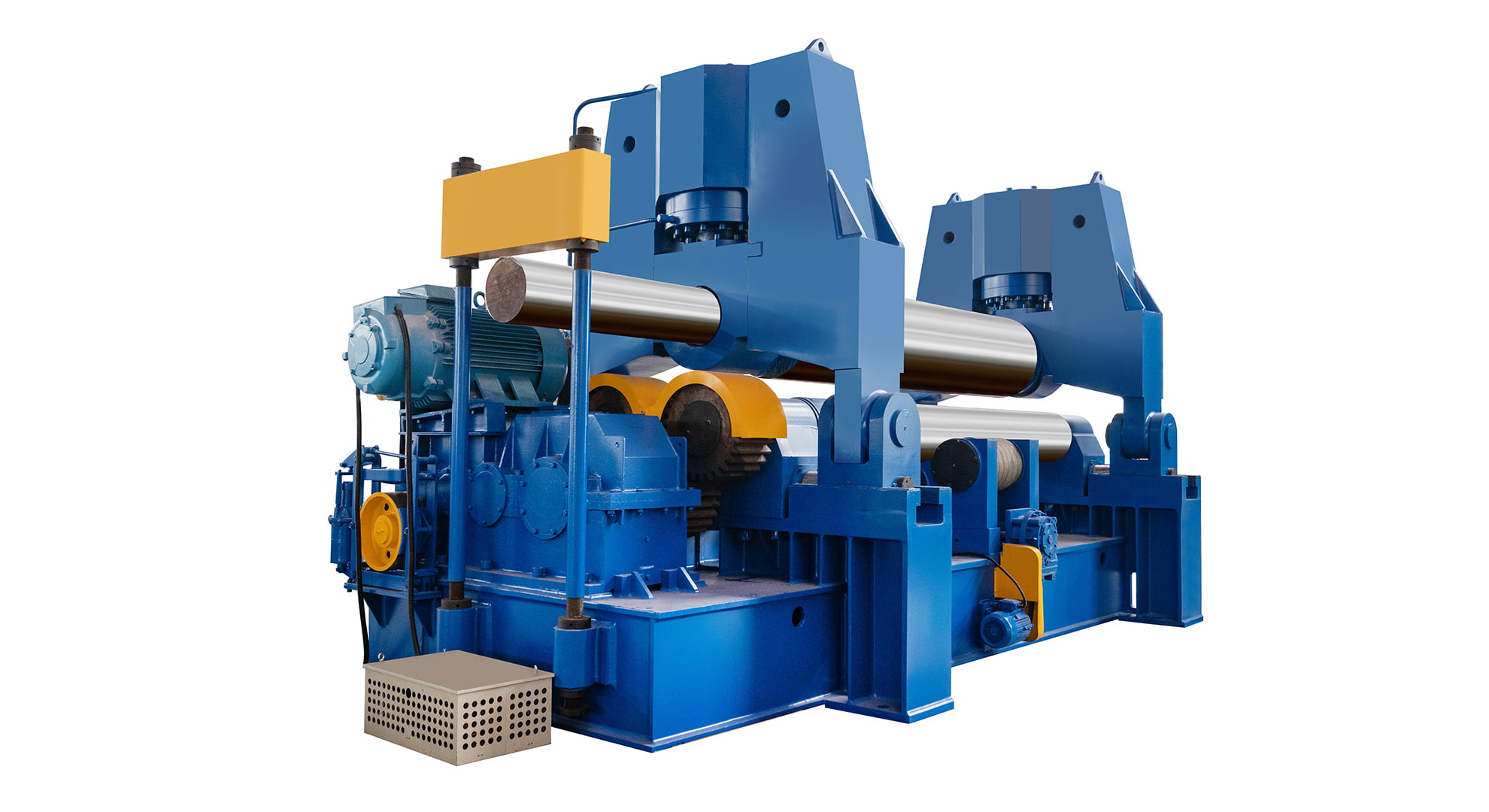
3 Máquina de rolamento de placa hidráulica do rolo é amplamente utilizado em vários setores devido à sua eficiência e precisão nas placas de metal de flexão e rolamento. Aqui estão algumas aplicações típicas em principais indústrias, como construção naval, aviação e estruturas de aço:
Construção naval
Construção do casco: A máquina é usada para rolar grandes placas de aço em formas cilíndricas para cascos de navios, garantindo integridade estrutural e hidrodinâmica ideal.
Domks e anteparas: as placas são dobradas para a construção de decks e anteparas, que requerem curvatura precisa para ajustar o design do navio.
Construção do tanque: as máquinas de rolagem ajudam a criar tanques cilíndricos para armazenar combustível, água e outros líquidos nos navios.
Aviação
Fuselages de aeronaves: A máquina de rolagem é utilizada para formar as seções da fuselagem de aeronaves, que requerem curvaturas específicas para o desempenho aerodinâmico.
Estruturas de asa: componentes curvos para asas, como bordas de liderança e trilha, podem ser produzidas usando uma máquina de laminação de placa hidráulica de 3 rolos.
Componentes aeroespaciais: Outras peças, como caixas de motor e quadros estruturais, se beneficiam das capacidades de flexão de precisão da máquina.
Construção da estrutura de aço
Vigas e colunas estruturais: as placas da máquina rola para criar vigas e colunas curvas usadas em projetos e estruturas arquitetônicas, melhorando o apelo estético e o suporte estrutural.
Pontes e viadutos: o rolamento de placas é essencial na fabricação de componentes para pontes, incluindo seções de arco e outros elementos estruturais curvos.
Estruturas industriais: é usado para criar quadros curvos para várias aplicações industriais, incluindo suporte a máquinas e estruturas de construção.
Fabricação e fabricação
Tanques de armazenamento: A máquina é empregada para rolar placas para a construção de grandes tanques de armazenamento usados em vários setores, como petróleo e gás, produtos químicos e tratamento de água.
Vasos de pressão: as máquinas rolantes são essenciais na fabricação de vasos de pressão que requerem curvatura precisa para suportar altas pressões.
Tubos e tubos: pode ser usado para rolar placas em tubos e tubos de grande diâmetro para aplicações de encanamento, industrial e agrícola.
Aplicações decorativas e arquitetônicas
Recursos arquitetônicos: a máquina pode criar elementos curvos para edifícios, como arcos, cúpulas e fachadas decorativas.
Design de móveis: na indústria de móveis, é usado para criar componentes metálicos arredondados para vários designs de móveis, aprimorando o apelo estético.
Energia renovável
Componentes da turbina eólica: A máquina é usada para rolar placas para a fabricação de componentes como torres e lâminas em turbinas eólicas.
FRAMOS DE PAINEL SOLAR: As máquinas de rolamento também podem ser empregadas para criar quadros curvos para painéis solares, contribuindo para o setor de energia renovável.
A versatilidade e precisão de 3 Máquina de rolamento de placa hidráulica do rolo Torne -os indispensáveis em indústrias que requerem dobra precisa e modelagem de placas de metal. Suas aplicações variam de componentes estruturais pesados na construção naval e na aviação a características estéticas em arquitetura e energia renovável, demonstrando seu papel crucial na fabricação e construção modernas.
 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
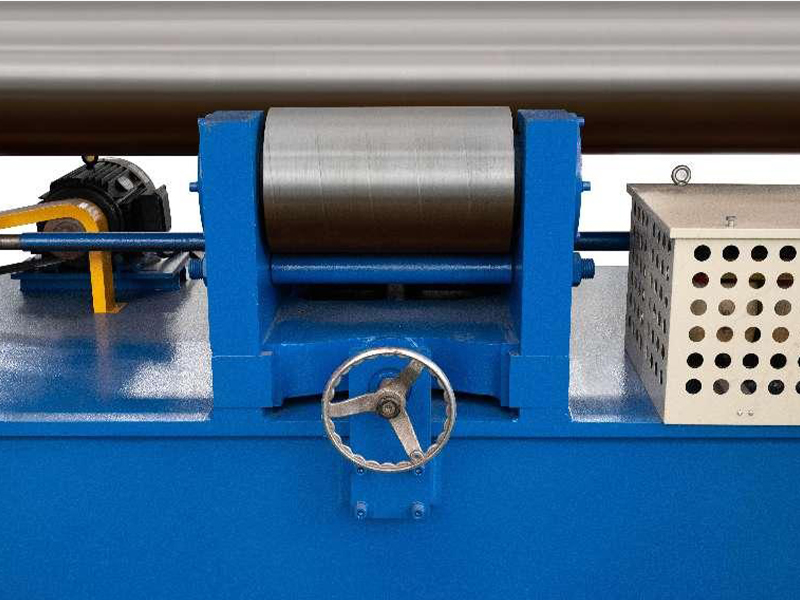
 1. Esse tipo de máquina de enrolamento de placa tem a função da prevenção da extremidade da placa, e a borda reta restante da pré-flexão é inferior a 2,5 vezes a espessura da placa.
1. Esse tipo de máquina de enrolamento de placa tem a função da prevenção da extremidade da placa, e a borda reta restante da pré-flexão é inferior a 2,5 vezes a espessura da placa.