 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
-
![NC Pressione Freio]()

Model:
Aumentando a eficiência: dicas para maximizar a produção com máquinas laminadoras de 3 rolos
2026-04-23
Conteúdo
- 1 Entenda primeiro os limites estruturais da máquina
- 2 Otimize as configurações de folga e pressão dos rolos antes de cada execução
- 3 Domine a pré-dobra para reduzir o desperdício de extremidades planas
- 4 Mantenha o processo de alimentação suave e consistente
- 5 Implemente um cronograma estruturado de lubrificação e manutenção
- 6 Treinar Operadores no Sistema de Controle Total
- 7 Combine a máquina com o trabalho
- 8 Conclusão
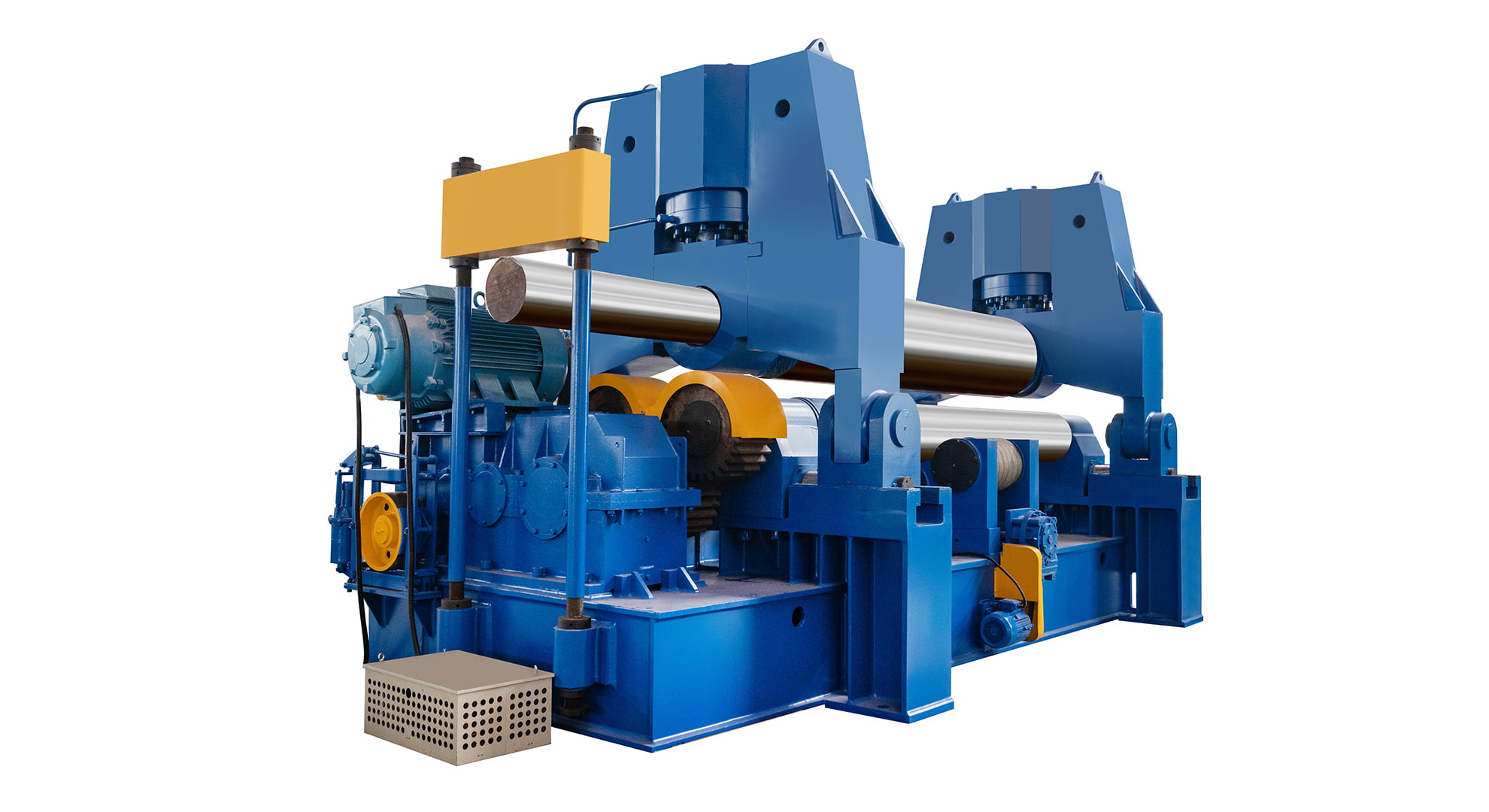
Um Máquina laminadora de 3 rolos é um burro de carga comprovado na fabricação de metal - econômico, versátil e capaz de lidar com uma ampla variedade de espessuras de chapas e materiais. Mas, como qualquer máquina, seu rendimento é tão bom quanto a forma como ela é operada e mantida. Se você deseja obter mais peças por turno sem sacrificar a qualidade, estas dicas práticas o ajudarão a diminuir a lacuna entre a capacidade nominal e a produção real.
Entenda primeiro os limites estruturais da máquina
Antes de otimizar qualquer coisa, os operadores devem ter uma compreensão clara do que a máquina pode fazer de forma realista. Uma laminadora de 3 rolos usa um arranjo de rolos simétrico ou assimétrico para aplicar força de flexão contínua à medida que a placa passa. O rolo superior aplica pressão para baixo enquanto os dois rolos inferiores fornecem torque de acionamento e suporte.
Os principais parâmetros a serem conhecidos para o seu modelo específico incluem capacidade nominal de dobra (espessura da placa x largura), diâmetro mínimo de dobra, potência do motor e velocidade de trabalho. Operar consistentemente no limite nominal ou próximo a ele acelera o desgaste do rolo e aumenta a chance de distorção da peça. Um practical rule: keep daily loads at 80–90% of rated capacity para preservar a vida útil da máquina e a precisão dimensional.
Otimize as configurações de folga e pressão dos rolos antes de cada execução
Uma das causas mais comuns de retrabalho e refugo é pular a etapa de verificação de configuração entre os trabalhos. Diferentes materiais de placas – aço carbono, aço inoxidável, alumínio – têm limites de escoamento e características de retorno elástico significativamente diferentes. Uma configuração de folga e pressão ajustada para aço-carbono produzirá cilindros superdimensionados quando usados em alumínio sem ajuste.
Para o máquina de rolamento hidráulica de 3 rolos , a tela de toque do CNC permite que os operadores insiram e armazenem parâmetros de processo, incluindo deslocamento do rolo superior (eixo Y) e movimento horizontal (eixo X). Levar cinco minutos para carregar um conjunto de parâmetros salvo, em vez de adivinhar, elimina tentativas e erros e recupera um tempo produtivo significativo durante um turno completo.
- Use conjuntos de parâmetros CNC salvos para trabalhos repetidos para eliminar suposições de configuração.
- Umlways run a test pass on a scrap piece when switching to a new material grade.
- Umccount for springback by slightly over-bending, then measuring and correcting.
Domine a pré-dobra para reduzir o desperdício de extremidades planas
A borda plana deixada em cada extremidade de uma placa laminada é uma limitação inerente ao projeto de 3 rolos. Numa máquina simétrica, esta secção não dobrada pode equivaler a aproximadamente metade da distância entre os dois rolos inferiores. Nos modelos assimétricos e hidráulicos, o movimento horizontal do rolo superior permite a pré-flexão de cada extremidade antes do passe de laminação principal, reduzindo substancialmente esta zona plana.
Os operadores que pulam ou apressam o pré-dobramento acabam com seções planas mais longas que exigem retrabalho ou resultam em refugo. Uma rotina disciplinada de pré-dobragem – mesmo que acrescente um a dois minutos por peça – compensa com menos peças rejeitadas e menos trabalho secundário. Para execuções de alto volume em um máquina de laminação de placas , este único hábito pode melhorar o rendimento por uma margem mensurável.
Mantenha o processo de alimentação suave e consistente
A alimentação desigual é uma das principais causas de cilindros fora de círculo e marcas de superfície. As placas devem entrar nos rolos perpendicularmente ao eixo do rolo. Mesmo um pequeno desalinhamento angular da placa no início do passe produzirá um resultado cônico em vez de um cilindro verdadeiro – exigindo passes de correção ou rejeição total.
Passos práticos para uma alimentação consistente:
- Use batentes-guia ou contra-recuos quando disponíveis para garantir a entrada quadrada da placa.
- Apoie a placa adequadamente nos lados de entrada e saída para evitar flacidez, o que causa pressão de flexão irregular.
- Para chapas longas ou pesadas, atribua um segundo operador ou use transportadores de rolos para manter o movimento do material controlado e estável.
- Umvoid sudden starts and stops mid-pass; maintain a steady, consistent roller speed throughout.
Implemente um cronograma estruturado de lubrificação e manutenção
O tempo de inatividade não planejado devido a falha mecânica custa muito mais em perda de produção do que a manutenção programada jamais custará. Os principais pontos de desgaste em uma laminadora de 3 rolos incluem rolamentos de rolos, engrenagens motrizes, o redutor principal e superfícies deslizantes nos assentos dos rolamentos de rolos inferiores.
Um consistent lubrication routine is the single highest-return maintenance action available. A lubrificação regular dos rolamentos de rolos garante um funcionamento suave e evita o contato metal-metal que acelera o desgaste e aumenta a resistência ao rolamento – o que, por sua vez, força a máquina a trabalhar mais e a consumir mais energia por ciclo.
Umdditional maintenance priorities to schedule:
- Inspecione periodicamente as superfícies dos rolos quanto a marcas, corrosão ou desgaste irregular – os defeitos superficiais são transferidos diretamente para o acabamento da peça de trabalho.
- Verifique regularmente a pressão do sistema hidráulico e a condição do fluido; fluido degradado reduz a precisão de atuação.
- Verifique o PLC e o sistema de controle elétrico quanto ao desgaste do relé e à integridade da conexão – menos falhas de relé significam mais tempo de atividade.
- Confirme se o dispositivo basculante e o dispositivo de balanceamento operam livremente para que as peças acabadas possam ser removidas sem demora.
Treinar Operadores no Sistema de Controle Total
Um machine with CNC capability that is operated manually by habit is a machine running at half its potential. Modern hydraulic 3 roller rolling machines include real-time monitoring via touch screen, in-place control for precise roller positioning, and handheld remote control for safe operation during the rolling pass. Operators who are fully trained on these features achieve tighter tolerances and faster cycle times than those working from muscle memory alone.
Áreas de investimento em treinamento prático:
- Leitura e interpretação de dados de deslocamento em tempo real na tela sensível ao toque durante a rolagem.
- Definir e recuperar programas de parâmetros armazenados para diferentes combinações de materiais e espessuras.
- Usar o controle remoto sem fio corretamente para manter o posicionamento seguro em relação à placa móvel.
Um trained operator reduces the number of correction passes per part, catches setup errors before material is consumed, and completes the full rolling cycle—including pre-bending and part removal via the tipping device—with less dead time between pieces.
Combine a máquina com o trabalho
A eficiência também é uma questão de seleção de empregos. Uma laminadora de 3 rolos se destaca na produção de médio volume de cilindros, arcos e formatos cônicos a partir de uma ampla variedade de espessuras de chapas e materiais. É adequado para construção naval, fabricação de caldeiras, construção de navios químicos, trabalhos em estruturas de aço e fabricação de metal em geral, onde o orçamento e a flexibilidade são priorizados.
Para trabalhos que exigem precisão muito alta, comprimento mínimo de extremidade plana ou formação contínua de múltiplas passagens controlada por CNC, entenda onde o design de 3 rolos é a ferramenta certa e onde ela está sendo empurrada além de sua faixa ideal. Encaminhar os trabalhos certos para a máquina certa mantém as taxas de produção e a qualidade onde elas precisam estar. Explore toda a gama de disponíveis máquina de laminação de placass para garantir que cada requisito de produção corresponda ao equipamento apropriado.
Conclusão
Maximizar a produção de uma laminadora de 3 rolos não significa forçar mais – trata-se de trabalhar de maneira mais inteligente. Disciplina de configuração consistente, técnica adequada de pré-dobragem, alimentação quadrada de material, manutenção regular e operadores totalmente treinados contribuem com uma parcela mensurável dos ganhos de eficiência disponíveis. Juntos, eles permitem que uma máquina bem conservada forneça resultados confiáveis, maior vida útil e menor custo por peça em cada turno.







Direitos autorais Nantong Tengzhong Machinery Manufacturing Co., Ltd. Todos os direitos reservados.
