 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
-
![NC Pressione Freio]()

Model:
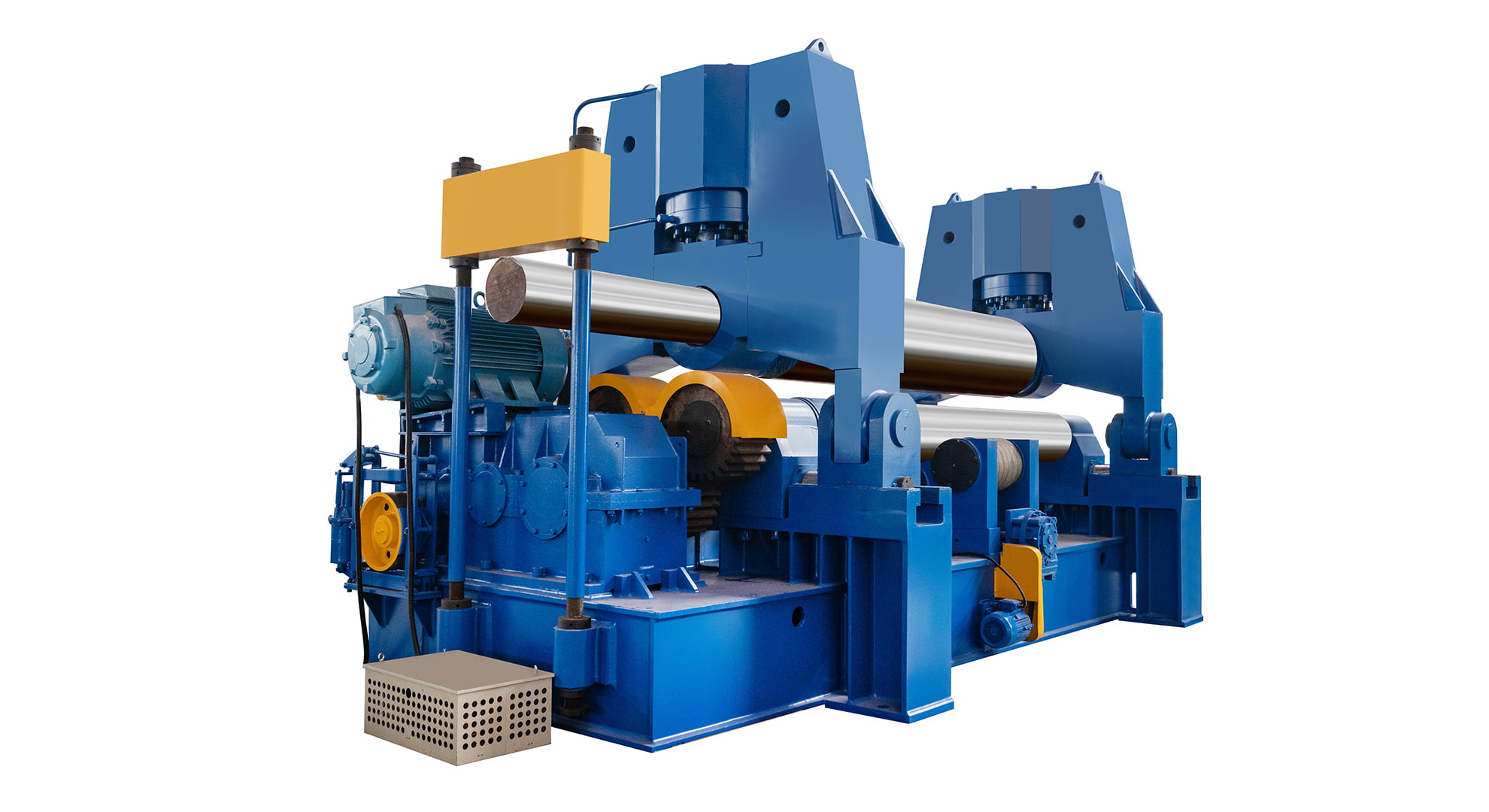
Como uma pequena máquina de rolamento de placa de quatro rolos CNC completa o rolamento de peças em forma especial?
2025-02-21
Abaixo, mostraremos o processo de rolamento de formação única em forma de L por um quatro roll Máquina de rolagem de placas com um material de aço inoxidável de 2 mm de espessura personalizado e uma largura de 1 metro.
1. Preparação: primeiro, corte a placa de aço inoxidável de 2 mm de espessura no tamanho apropriado e verifique se a superfície da placa é plana e não possui defeitos óbvios. Em seguida, de acordo com os requisitos de tamanho e curvatura das peças em forma de especial em forma de L, insira os parâmetros de programação correspondentes no sistema CNC.
2. Posicionamento e aperto da placa: Coloque uma extremidade da placa de aço inoxidável cortada nos rolos superiores e inferiores, o equipamento começa a funcionar e os rolos superior e inferior prendem a placa. Nesse momento, o eixo do rolo direito se eleva para desempenhar um papel de posicionamento, o rolo gira até que a placa suporta o rolo direito e, em seguida, o rolo direito é redefinido, e o rolo reverte para retornar ao ponto zero para completar a calibração do ponto zero de a placa.

3. Operação de pré-flexão: o rolo é girado para a posição onde o arco precisa ser enrolado e o rolo esquerdo aumenta para a pré-flexão. Durante o processo de pré-flexão, o rolo esquerdo aplica pressão apropriada para fazer a placa começar a dobrar inicialmente o primeiro ângulo de flexão próximo à forma L. Após a conclusão da pré-flexão, o rolo esquerdo é redefinido.
4. O primeiro arco rolando: o rolo direito sobe para a posição de pré-flexão e, em seguida, o contador e o rolo direito giram ao mesmo tempo, dirigindo a placa para enrolar, formando gradualmente o primeiro ângulo de flexão da forma L, e o rolo direito é redefinido após rolar em um semicírculo.
5. O segundo arco rolante: o contador continua girando para a posição onde o segundo arco precisa ser rolo, e o rolo esquerdo se eleva novamente e coopera com o balcão para executar a segunda operação de rolamento de arco, de modo que a placa forma o segundo ângulo de flexão da forma L, completando assim o rolamento da parte em forma de especial em forma de L.
6. Retire a peça de trabalho: Após a conclusão do rolamento, o balcão gira para o ponto zero, o rolo inferior do rolo do balcão desce e, em seguida, a peça em forma de especial em forma de L é cuidadosamente retirada.







Direitos autorais Nantong Tengzhong Machinery Manufacturing Co., Ltd. Todos os direitos reservados.
