 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
-
![NC Pressione Freio]()

Model:
Como você alinha e nivela uma laminadora de chapas grossas antes da operação?
2025-10-24
Conteúdo
- 1 Compreendendo a importância do alinhamento e nivelamento
- 2 Verificações preparatórias antes do nivelamento
- 3 Nivelando a Base da Máquina
- 4 Alinhando os rolos
- 5 Verificação de sistemas elétricos e hidráulicos
- 6 Verificação final e teste
- 7 Erros comuns de alinhamento a serem evitados
- 8 Práticas de manutenção para preservar o alinhamento
- 9 O papel da tecnologia moderna no alinhamento
- 10 Conclusão
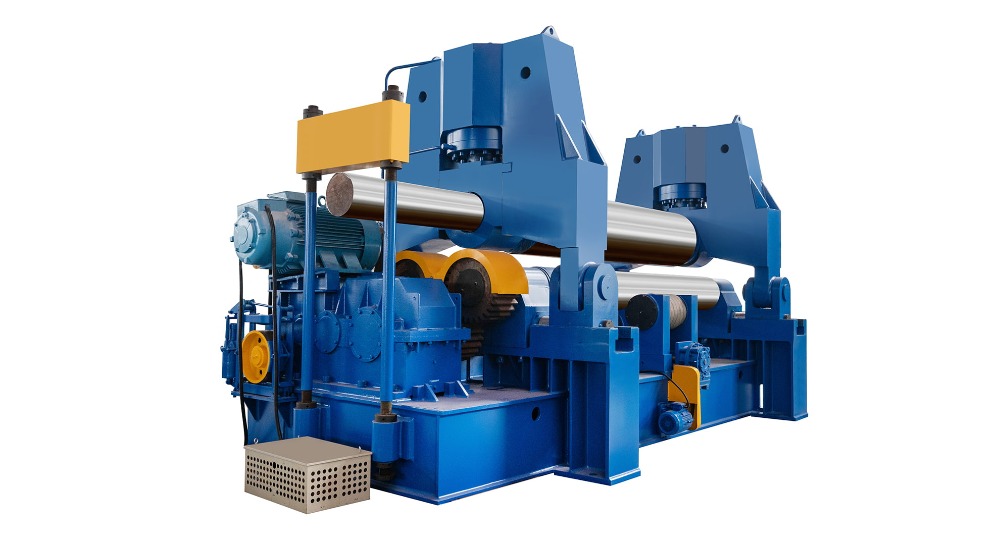
O alinhamento e o nivelamento adequados são etapas essenciais antes de operar um máquina de laminação de placas . Essas etapas influenciam diretamente a precisão das peças laminadas, a vida útil da máquina e a segurança geral do processo de laminação. Uma laminadora de chapas desalinhada ou nivelada de forma desigual pode produzir cilindros desalinhados, criar tensão desnecessária na estrutura e nos rolos e causar desgaste prematuro de componentes mecânicos.
Compreendendo a importância do alinhamento e nivelamento
A precisão de uma laminadora de chapas grossas depende muito de quão bem ela é configurada. O alinhamento garante que os rolos estejam paralelos e devidamente centralizados, permitindo uma pressão uniforme em toda a placa. O nivelamento, por outro lado, garante que a base da máquina assente uniformemente na fundação, minimizando a vibração e a tensão estrutural.
Quando a máquina não está corretamente alinhada ou nivelada, podem ocorrer os seguintes problemas:
- Pressão de rolamento irregular: Faz com que um lado da placa seja mais espesso ou enrolado com mais força do que o outro.
- Cilindros fora de rodada: Resulta em cones ou ovais em vez de seções circulares perfeitas.
- Desgaste excessivo em rolamentos e rolos: Devido à distribuição desigual da carga.
- Aumento do consumo de energia e ruído: Porque os rolos estão sob tensão.
- Precisão e repetibilidade reduzidas: Levando a taxas de sucata mais altas.
Ao garantir que a laminadora de chapas grossas esteja nivelada e alinhada antes de cada operação importante ou após a realocação, os operadores podem manter uma precisão de laminação consistente e prolongar a vida útil da máquina.
Verificações preparatórias antes do nivelamento
Antes de iniciar o processo de alinhamento e nivelamento, várias etapas preparatórias devem ser concluídas para criar uma base estável e garantir a precisão da medição.
um. Inspecione a fundação
- A fundação de concreto deve ser sólida, livre de rachaduras e espessa o suficiente para suportar o peso e a vibração da máquina.
- Se forem utilizados chumbadores, verifique se estão seguros e posicionados corretamente de acordo com o plano de instalação.
- Limpe poeira, óleo e detritos da superfície antes da colocação.
b. Verifique o posicionamento da máquina
- Posicione a laminadora de placas aproximadamente no lugar usando um equipamento de elevação ou uma empilhadeira.
- Garanta espaço adequado ao redor da máquina para manutenção, alimentação e manuseio de materiais.
- Verifique se a base da máquina assenta uniformemente nas almofadas de suporte.
c. Revise as especificações do fabricante
- Consulte o manual de instalação para limites de tolerância recomendados, pontos de referência e procedimentos de nivelamento.
- Cada modelo pode ter requisitos específicos de alinhamento, especialmente entre os rolos superior e inferior.
d. Reúna as ferramentas certas
- Níveis de bolha de precisão (precisão de 0,02–0,05 mm/m)
- Relógios comparadores e bases magnéticas
- Medidores de folga
- Bordas retas e réguas de aço
- Placas de calço ou cunhas de nivelamento
- Chaves dinamométricas
- Ferramentas de alinhamento a laser (opcional, para configurações avançadas)
Ter ferramentas precisas e um ambiente de trabalho limpo garante que as leituras sejam confiáveis e que os ajustes possam ser feitos com segurança.
Nivelando a Base da Máquina
O nivelamento da base da máquina é o primeiro passo importante e serve como base para o alinhamento adequado dos rolos.
Etapa 1: nivelamento aproximado
- Abaixe a laminadora de placas sobre seus suportes de montagem ou estrutura de base.
- Ajuste cada canto usando calços ou parafusos de nivelamento até que a máquina fique aproximadamente nivelada.
- Use um nível de bolha longo colocado ao longo da cama e ao longo da estrutura para confirmar o nivelamento inicial.
Passo 2: Nivelamento fino
- Coloque o nível de precisão na base nas direções longitudinal e transversal.
- Ajuste os parafusos de nivelamento gradualmente, começando do centro e trabalhando em direção aos cantos.
- O objetivo é atingir um nivelamento dentro de ±0,02 mm por metro ou conforme recomendado pelo fabricante.
- Verifique novamente as leituras após cada ajuste, dando tempo para a máquina se estabilizar após cada alteração.
Etapa 3: proteger e verificar
- Uma vez nivelado, aperte os chumbadores ou porcas progressivamente, alternando entre lados opostos para evitar distorções.
- Meça novamente o nível após apertar, pois a tensão do parafuso pode causar pequenas alterações.
- Se as leituras se desviarem além da tolerância, repita o processo de ajuste fino.
Alinhando os rolos
Com a base da máquina devidamente nivelada, o próximo passo crucial é alinhar os rolos para garantir o paralelismo e o espaçamento correto.
um. Verifique o alinhamento do rolo superior e inferior
- Gire os rolos manualmente até que entrem em contato.
- Use um calibrador de folga para medir a folga entre os rolos em vários pontos da largura.
- Qualquer variação indica desalinhamento.
- Ajuste as caixas dos rolamentos laterais ou os suportes dos rolos de acordo para equalizar as folgas.
b. Verifique o alinhamento do rolo lateral (para máquinas de 4 rolos)
- Os rolos laterais devem se mover simetricamente e ficar paralelos ao eixo do rolo superior.
- Use um relógio comparador montado no rolo superior para medir a excentricidade ou desvio à medida que cada rolo lateral é levantado.
- Ajuste o sistema de posicionamento hidráulico ou mecânico até que o desvio fique dentro da tolerância.
c. Verifique as linhas centrais do rolo
- As linhas centrais do rolo devem formar uma linha reta e paralela à base da máquina.
- Ferramentas de alinhamento a laser ou fios tensionados podem ser usados para verificar esse alinhamento em todo o comprimento dos rolos.
- Qualquer desalinhamento angular pode causar resultados de laminação cônica ou curvatura irregular.
d. Teste a pressão de contato do rolo
- Insira uma placa de teste de espessura conhecida e aplique pressão lentamente.
- Verifique se ambos os lados da placa recebem força igual observando o comportamento de flexão.
- Se um lado dobrar mais, realinhe os alojamentos dos rolos ou os cilindros hidráulicos.
Verificação de sistemas elétricos e hidráulicos
O alinhamento mecânico é apenas parte do processo; componentes elétricos e hidráulicos também afetam o posicionamento e a estabilidade da máquina.
- Sincronização do cilindro hidráulico: Nas laminadoras hidráulicas de placas, ambos os cilindros de elevação devem operar em perfeita sincronização. A pressão irregular pode inclinar os rolos durante a operação.
- Interruptores de limite e sensores: Verifique se os sensores de limite e os dispositivos de fim de curso estão devidamente calibrados.
- Sistema de lubrificação: Certifique-se de que os rolamentos e guias recebam lubrificação uniforme para manter o movimento suave durante os testes de alinhamento.
- Vazamentos hidráulicos: Quaisquer vazamentos ou ar no sistema podem causar pressões de elevação e rolamento desequilibradas.
Testar esses sistemas após o alinhamento mecânico garante que a máquina mantenha uma geometria consistente sob carga.
Verificação final e teste
Após o alinhamento e nivelamento, realize um teste de rolamento para confirmar se a configuração produz resultados uniformes.
um. Rolando uma placa de teste
- Selecione uma placa de espessura moderada (não na capacidade máxima da máquina).
- Alimente-o nos rolos e execute um ciclo parcial de pré-dobra e laminação.
- Meça o cilindro resultante quanto à redondeza, consistência do diâmetro e costura reta.
b. Medindo precisão
- Use uma fita ou paquímetro para medir ambas as extremidades e vários pontos ao longo da circunferência do cilindro.
- Se houver um desvio superior a 1–2 mm entre as extremidades, verifique novamente o alinhamento do rolo.
- Certifique-se também de que a costura esteja reta e não em espiral – uma indicação de desalinhamento angular.
c. Documente os resultados
- Registre as leituras de nível, dados de alinhamento de rolos e medições de teste experimental.
- Manter esta documentação ajuda em futuras manutenções, relocações ou solução de problemas.
Erros comuns de alinhamento a serem evitados
- Ignorando verificações de fundação: Mesmo um pequeno desnível no piso pode distorcer a moldura.
- Apertar os chumbadores muito cedo: Sempre nivele bem antes de travar a máquina.
- Ignorando o desgaste do rolo: Rolos gastos podem fornecer leituras de alinhamento falsas. Inspecione antes de ajustar.
- Pressão hidráulica desigual: Faz com que um lado levante ou pressione com mais força do que o outro.
- Usando ferramentas de nivelamento imprecisas: O nível padrão de carpinteiro não é suficiente; níveis de precisão são necessários.
- Negligenciando os efeitos térmicos: As mudanças de temperatura podem alterar ligeiramente o alinhamento; permita que a máquina atinja as condições ambientais antes de verificar.
Práticas de manutenção para preservar o alinhamento
Após a configuração inicial, manter o alinhamento e o nivelamento é uma responsabilidade contínua.
- Inspeções regulares: Verifique o nível da máquina a cada poucos meses ou após uso intenso.
- Monitoramento da fundação: Procure por danos por assentamento ou vibração.
- Lubrificação e limpeza: Sujeira ou aparas de metal podem afetar o assentamento e o equilíbrio dos rolos.
- Medição do desgaste do rolo: Verifique periodicamente a uniformidade do diâmetro do rolo usando micrômetros.
- Verificações de calibração: Para sistemas CNC ou hidráulicos, verifique regularmente a calibração do sensor.
A manutenção preventiva garante que pequenos desvios sejam corrigidos antes que afetem a qualidade da produção.
O papel da tecnologia moderna no alinhamento
Os avanços na tecnologia simplificaram e melhoraram o alinhamento das máquinas laminadoras de chapas grossas.
- Sistemas de nivelamento a laser oferecem precisão em nível de mícron e configuração mais rápida.
- Inclinômetros digitais permitem a medição precisa dos ângulos de inclinação da máquina.
- Software de calibração CNC detecta e compensa automaticamente pequenos desalinhamentos de rolo.
- Sistemas de monitoramento de vibração ajudar a detectar precocemente a instabilidade da base ou o desequilíbrio estrutural.
Para aplicações de laminação de chapas grossas de alta precisão ou em grande escala, a integração dessas ferramentas melhora significativamente a consistência e reduz o tempo de inatividade.
Conclusão
Alinhar e nivelar uma laminadora de chapas grossas antes da operação não é apenas um procedimento de instalação único – é um aspecto fundamental do controle de qualidade. Uma base bem nivelada garante estabilidade estrutural, enquanto o alinhamento adequado dos rolos garante resultados precisos e repetíveis.
O processo envolve preparação cuidadosa, uso de ferramentas de medição de precisão, ajuste sistemático de parafusos de nivelamento e suportes de rolos e testes completos com placas de amostra. Negligenciar essas etapas pode levar a produtos defeituosos, maior desgaste e reparos dispendiosos.
Ao investir tempo e cuidado na configuração adequada, os operadores podem maximizar a eficiência, prolongar a vida útil da máquina e garantir a produção consistente de chapas laminadas e cilindros de alta qualidade. No exigente campo da conformação de metais, a precisão começa com uma base nivelada e alinhada - e essa base começa muito antes da primeira placa entrar nos rolos.







Direitos autorais Nantong Tengzhong Machinery Manufacturing Co., Ltd. Todos os direitos reservados.
