 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
-
![NC Pressione Freio]()

Model:
4 Máquina laminadora de rolos: como funciona e o que pode fazer
2026-03-06
Conteúdo
- 1 O que uma máquina laminadora de 4 rolos realmente faz
- 2 Como funciona o sistema de quatro rolos
- 3 Tipos de máquinas laminadoras de 4 rolos
- 4 Principais vantagens em relação às máquinas de 2 e 3 rolos
- 5 Quais materiais uma máquina laminadora de 4 rolos pode manusear
- 6 Como escolher a máquina laminadora certa de 4 rolos
- 7 Laminação de cone com máquina de 4 rolos
- 8 Operando com segurança e mantendo a máquina
- 9 Conclusão
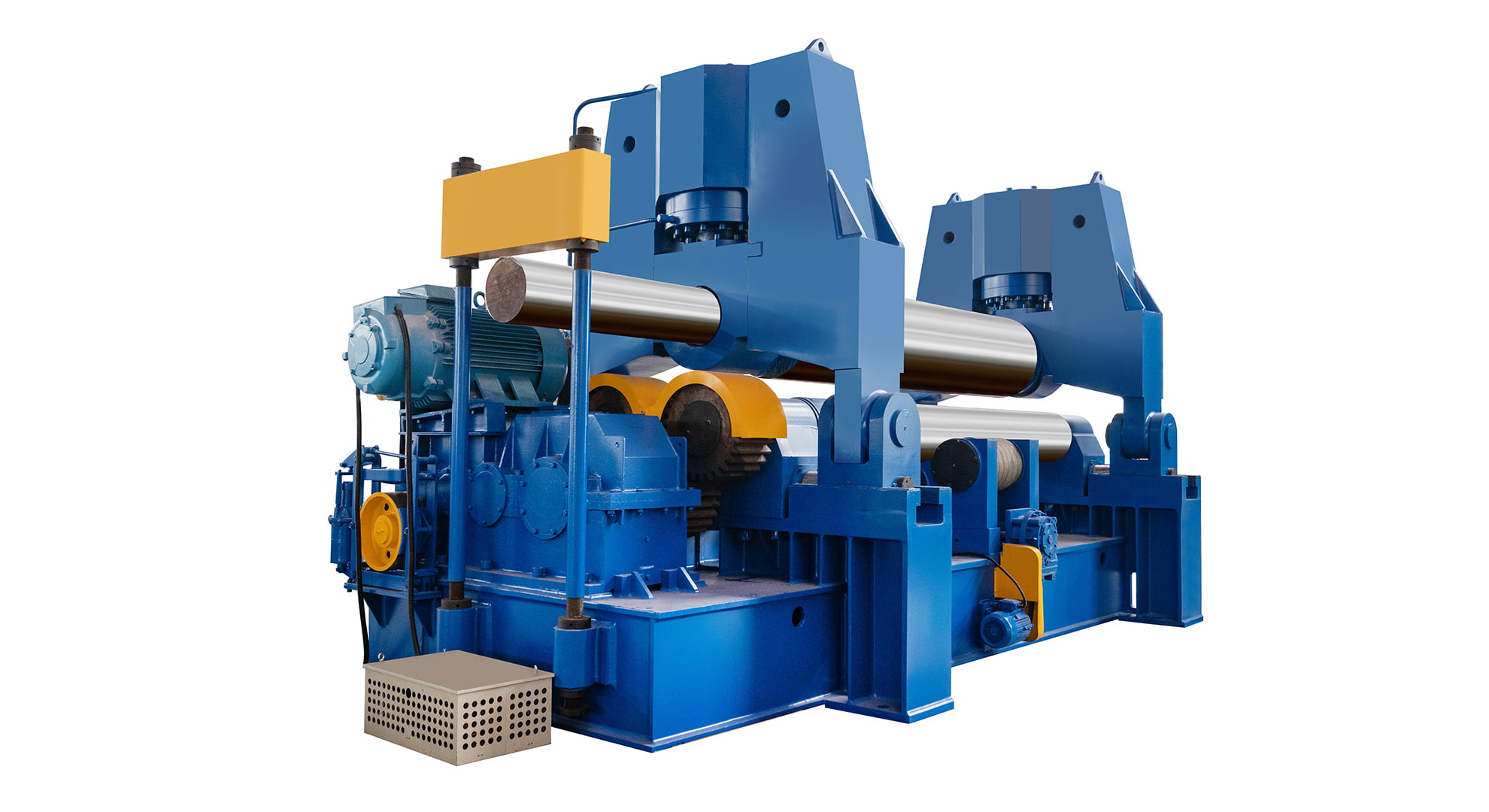
O que uma máquina laminadora de 4 rolos realmente faz
Um Máquina laminadora de 4 rolos dobra placas de metal em cilindros, cones ou formas curvas usando quatro rolos dispostos em um padrão específico. A vantagem definitiva sobre as alternativas de 2 e 3 rolos é que as bordas dianteira e traseira da placa podem ser pré-dobradas sem reposicionar a peça de trabalho , o que elimina pontos planos em ambas as extremidades e reduz drasticamente o desperdício de material e o tempo de configuração.
Esta máquina é a escolha padrão em indústrias que exigem seções laminadas de precisão com extremidades planas mínimas, incluindo fabricação de vasos de pressão, construção naval, fabricação de torres eólicas e trabalhos estruturais pesados. Se o objetivo for uma laminação consistente e de alta qualidade com intervenção reduzida do operador, a configuração de 4 rolos oferece isso de forma mais confiável do que qualquer outro método de laminação.
Como funciona o sistema de quatro rolos
A máquina consiste em um rolo superior, um rolo inferior e dois rolos laterais posicionados simetricamente. Cada rolo desempenha um papel distinto na sequência de dobra.
O papel de cada rolo
- Rolo superior: Atua como principal ponto de flexão. Ele é fixado na posição vertical e conduz a placa pela máquina.
- Rolo inferior: Move-se verticalmente para prender a placa firmemente contra o rolo superior, proporcionando a aderência necessária para a alimentação e evitando deslizamentos.
- Rolos laterais (esquerdo e direito): Movem-se independentemente em um arco inclinado ou lateral para aplicar força de flexão. A sua posição determina o raio de curvatura.
Quando uma placa é carregada, o rolo inferior a fixa no lugar. Um rolo lateral inclina-se para cima para pré-dobrar a borda principal. A placa é então alimentada enquanto os rolos laterais aplicam pressão de flexão contínua. Antes de a extremidade traseira sair, o rolo do lado oposto a pré-dobra. O resultado é uma seção totalmente laminada sem zonas planas não dobradas em nenhuma das extremidades , um problema que afeta praticamente todas as máquinas de 3 rolos.
Capacidade de pré-dobragem na prática
Em uma máquina de 3 rolos, a zona final plana normalmente varia de 10 a 15 por cento da espessura da placa multiplicada por um fator geométrico, geralmente deixando de 50 mm a 150 mm de material não dobrado em cada extremidade. Em uma máquina de 4 rolos, isso é reduzido a quase zero. Para um fabricante que lamina aço estrutural de 20 mm de espessura em um cilindro de 1.000 mm de diâmetro, eliminar essas extremidades planas pode economizar trabalho significativo de retificação, corte e retrabalho em cada peça.
Tipos de máquinas laminadoras de 4 rolos
Nem todas as máquinas de 4 rolos são construídas da mesma maneira. A configuração dos rolos laterais determina como a máquina lida com diferentes tamanhos de placas, materiais e raios de curvatura.
| Configuração | Movimento do rolo lateral | Melhor para | Faixa de capacidade típica |
|---|---|---|---|
| Inclinação dos rolos laterais | Umrc or angular tilt | Fabricação geral, raios variados | Espessura da placa de 6 mm a 50 mm |
| Roletes laterais deslizantes lateralmente | Movimento horizontal linear | Trabalho em chapa pesada de grande diâmetro | Espessura da placa de 20 mm a 100 mm |
| Geometria variável | Multieixos controlados por CNC | Rolamento de cone, perfis complexos | Varia de acordo com o modelo |
As configurações de inclinação são as mais comuns em oficinas metalúrgicas em geral porque equilibram flexibilidade com simplicidade mecânica. As configurações de deslizamento lateral são preferidas na indústria pesada, onde a espessura da placa excede regularmente 40 mm e as forças de flexão envolvidas exigem um mecanismo linear mais rígido.
Principais vantagens em relação às máquinas de 2 e 3 rolos
Escolher uma máquina de 4 rolos em vez de alternativas mais simples não significa apenas eliminar pontas planas. O quadro completo dos benefícios explica por que a complexidade mecânica adicional vale a pena em ambientes de produção.
- Não é necessário reposicionamento da placa: Em uma máquina de 3 rolos, o operador deve remover a placa, virá-la e inseri-la novamente para pré-dobrar a borda posterior. Uma máquina de 4 rolos lida com ambas as extremidades em uma única passagem contínua, reduzindo o tempo do ciclo em 30 a 50 por cento em trabalhos típicos de cilindros.
- Melhor fixação e alimentação: O rolo inferior acionado de forma independente cria uma aderência positiva na placa, reduzindo o risco de deslizamento em materiais mais espessos ou mais duros, como aço estrutural de alta resistência ou aço inoxidável.
- Maior precisão dimensional: Como a placa não precisa ser reposicionada, os erros de alinhamento introduzidos pelo manuseio manual são eliminados. Isto é crítico ao laminar com tolerâncias de diâmetro restritas.
- Dependência reduzida da habilidade do operador: A sequência automatizada de pré-dobragem significa que depende menos do julgamento do operador, facilitando o treinamento de novos operadores e mantendo uma qualidade consistente entre os turnos.
- Integração CNC mais fácil: O eixo adicional de controle oferecido por rolos laterais ajustáveis de forma independente torna as máquinas de 4 rolos adequadas para automação CNC para execuções de produção repetíveis.
Quais materiais uma máquina laminadora de 4 rolos pode manusear
Essas máquinas são projetadas principalmente para laminação de chapas metálicas. A gama de materiais compatíveis é ampla, mas a máquina deve ser dimensionada corretamente para o limite de escoamento do material e a espessura da placa.
Materiais comuns laminados em máquinas de 4 rolos
- Aço carbono suave e estrutural (a aplicação mais comum)
- Aço inoxidável, que endurece e requer maior força de laminação do que o aço-carbono de espessura equivalente
- Umluminum alloys, where softer grades roll easily but care must be taken with roller surface finish to avoid marking
- Cobre e latão para aplicações especializadas nas indústrias aeroespacial e química
- Aços de alta resistência e baixa liga utilizados na fabricação de vasos de pressão e estruturas offshore
Um general rule: machines rated for mild steel can typically handle stainless steel at roughly 60 percent of the rated mild steel capacity , porque o aço inoxidável tem um limite de escoamento aproximadamente 1,5 a 1,7 vezes maior. Sempre confirme o limite de escoamento real do material em relação às especificações da máquina antes de iniciar um programa de laminação.
Como escolher a máquina laminadora certa de 4 rolos
Selecionar a máquina correta requer combinar as especificações da máquina com as demandas reais da peça. O subdimensionamento leva a sobrecarga mecânica e desgaste prematuro. O superdimensionamento aumenta desnecessariamente o custo de capital.
Especificações críticas para avaliar
- Espessura e largura máxima da placa: Estas são as classificações de capacidade primárias. Uma máquina listada como capaz de laminar 25 mm x 2.000 mm em aço-carbono define o limite superior para as dimensões da placa.
- Diâmetro mínimo de flexão: Este é o menor cilindro que a máquina pode formar. Geralmente é cerca de 1,5 a 2 vezes o diâmetro do rolo superior. Tentar rolar abaixo do diâmetro mínimo corre o risco de deflexão permanente dos rolos.
- Diâmetro e material do rolo: Rolos de diâmetro maior resistem à deflexão sob carga e produzem flexão mais uniforme em toda a largura da placa. Os rolos são normalmente feitos de aço forjado e temperado com dureza superficial na faixa de 52 a 60 HRC.
- Sistema de acionamento: Os sistemas de acionamento hidráulico fornecem força suave e ajustável e são padrão na maioria das máquinas de produção. Os sistemas de acionamento mecânico podem ser encontrados em máquinas mais antigas ou menores e oferecem menos modulação de força.
- CNC ou controle manual: O controle manual é suficiente para trabalhos de baixo volume ou únicos. O controle CNC é econômico ao laminar em diâmetros consistentes em tiragens de produção de 20 ou mais peças idênticas por turno.
Consideração de retorno
Umll metal plate springs back after bending. For mild steel, springback is relatively predictable, typically requiring the side rollers to over-bend by 5 to 15 percent beyond the target radius. High-strength steels can spring back 20 to 40 percent, requiring more passes or significant overbend compensation. Máquinas controladas por CNC podem armazenar valores de correção de retorno elástico por classe e espessura do material, eliminando tentativa e erro em trabalhos repetidos.
Laminação de cone com máquina de 4 rolos
A laminação de seções cônicas é uma área onde a máquina de 4 rolos demonstra uma vantagem significativa de capacidade. Em uma máquina padrão de 3 rolos, a laminação de cone requer ajuste manual constante e experiência significativa do operador. Em uma máquina de 4 rolos, os rolos laterais podem ser ajustados em diferentes alturas ao longo da largura da placa, criando um gradiente de curvatura graduado que produz um perfil cônico cônico.
Os ângulos de cone normalmente obtidos em uma máquina de 4 rolos adequadamente configurada variam de 5 graus a cerca de 45 graus do eixo do cilindro, dependendo do projeto da máquina e das dimensões da placa. Para transições de torres eólicas, que rotineiramente exigem seções de cone com meios-ângulos de vértice entre 15 e 30 graus, esta é uma capacidade de produção crítica.
Operando com segurança e mantendo a máquina
As máquinas de laminação envolvem energia mecânica armazenada significativa e componentes rotativos. As disciplinas de segurança e manutenção não são extras opcionais, mas afetam diretamente a segurança do operador e a vida útil da máquina.
Prioridades de manutenção de rotina
- Verifique o nível e a condição do óleo hidráulico no início de cada turno. O óleo contaminado acelera o desgaste da bomba e do cilindro.
- Inspecione as superfícies dos rolos quanto a corrosão, arranhões ou detritos que possam marcar as superfícies da placa durante a laminação.
- Lubrifique todos os pontos de lubrificação de acordo com o cronograma de manutenção, normalmente a cada 50 a 100 horas de operação, dependendo das condições de carga.
- Verifique periodicamente o paralelismo dos rolos. Rolos desalinhados produzem cilindros cônicos ou curvados mesmo quando os procedimentos corretos são seguidos.
- Monitore as vedações do cilindro hidráulico quanto a vazamentos, o que indica desgaste da vedação e pode levar à perda da força de fixação no meio da operação.
Práticas de Segurança Operacional
- Nunca alcance o ponto de esmagamento entre os rolos ou próximo a ele enquanto a máquina estiver ligada.
- Use suportes de material ou guindastes para manusear chapas pesadas, especialmente ao alimentar chapas com mais de 500 kg na máquina.
- Verifique se o cilindro enrolado está estável antes de liberar a pressão de fixação, pois seções parcialmente enroladas podem saltar de forma imprevisível.
- Mantenha a área de trabalho livre de pessoas não diretamente envolvidas na operação de laminação durante os ciclos ativos.
Conclusão
Um 4 roller rolling machine is the most capable and production-efficient choice for plate bending in professional metalworking environments. Its ability to pre-bend both ends of a plate in a single pass, combined with precise clamping, consistent radius control, and compatibility with CNC automation, makes it the clear choice for fabricators who roll cylinders, cones, and curved sections regularly. Para operações que laminam mais do que alguns cilindros por semana, os ganhos de produtividade e as melhorias de qualidade em relação às alternativas de 3 rolos recuperarão o maior custo de capital dentro de um curto período de produção. A escolha da máquina certa depende da correspondência precisa das especificações de capacidade com a chapa mais pesada e larga que a oficina precisa processar, com a resistência ao escoamento do material levada em consideração no cálculo.







Direitos autorais Nantong Tengzhong Machinery Manufacturing Co., Ltd. Todos os direitos reservados.
